









Vogn
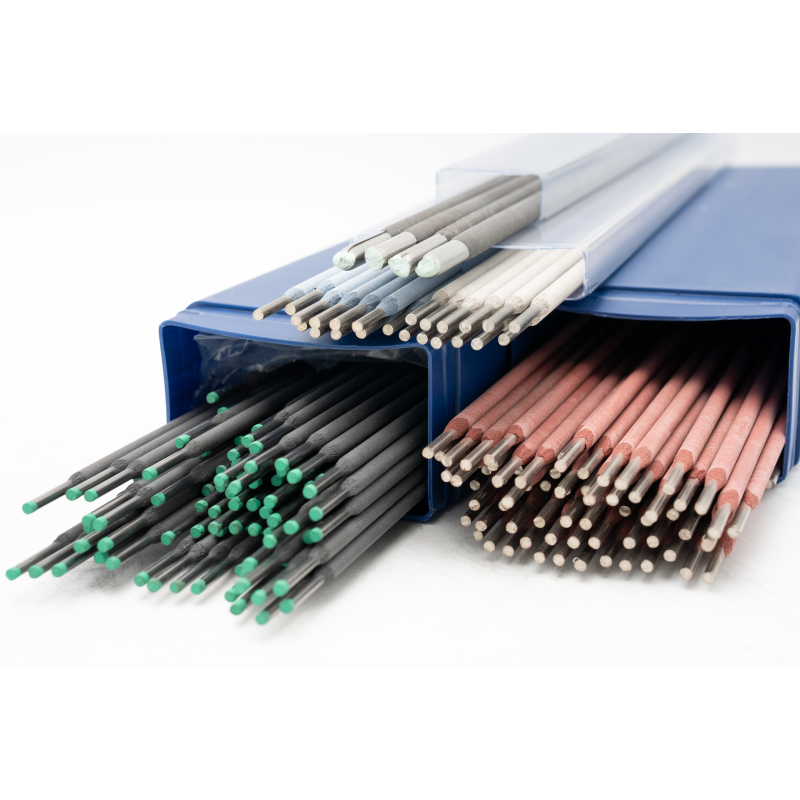
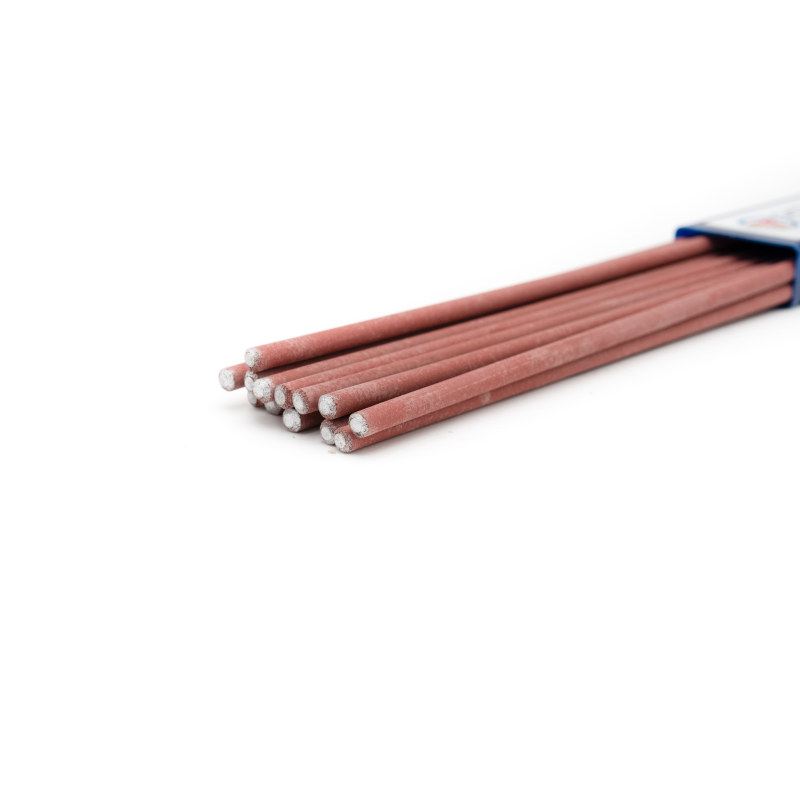
Din indkøbskurv er tom! Kontakt E - Rustfri stålelektrode til reparation
Mængderabatter
* Prisen kan variere afhængigt af ordrevolumen. Ved større mængder – anmod om et individuelt tilbud.
Anmod om Pris





* Prisen kan variere afhængigt af ordrevolumen. Ved større mængder – anmod om et individuelt tilbud.
Klassifikation
AWS A5.4 : ~ E312-16
ISO 3581-A : E 29.9 R 32
EN 1600 : E 29.9 R 32
Godkendelser
Egenskaber og anvendelse
Rutil-basisk elektrode til svejsning af vanskeligt svejsbare stål (værktøjsstål, fjederstål) og sammenføjning af forskellige materialer (rustfrit stål – kulstofstål). Austenit-ferrit struktur og højt Cr- og Ni-indhold sikrer god modstand mod revnedannelse, jævn svejsesøm og let slaggefjernelse.
Anvendelse: reparation af værktøj, fjedre, hydraulcylindre, forkromede og hærdede dele, mellemlag før hårdpålægning på skæreværktøj.
Materialer
Rustfrit stål
Værktøjsstål
Lavlegerede stål
Austenitiske Mn-stål: type Z 120 M 12, X 120 Mn 12, 1.3401
Panserstål
Fjederstål: 45 Cr 4, 1.7035, 46 Si 7, 1.5024, 51 Si 7, 1.5025, 56 Si 7, 1.5026
Kemisk sammensætning (%)
| C | Si | Mn | Cr | Ni | Mo |
| 0,1 | 1,0 | 0,6 | 29 | 9,5 | 0,5 |
Mekaniske egenskaber
| Rp0.2 (MPa) | Rm (MPa) | A5 (%) | Hårdhed |
| >500 | 700 - 850 | >20 | ~240 HB |
Elektrode / Svejsestrøm
| Ø x L (mm) | Strøm (A) |
| 1,6x250 | 35 |
| 2,0x300 | 45 |
| 2,5x300 | 70 |
| 3,2x350 | 110 |
| 4,0x350 | 135 |
| 5,0x450 | 180 |
Anbefalinger
Om nødvendigt tørres i 2 timer ved 250°C. Mellemlagstemperatur: <250°C



Farven på produktet kan afvige fra den, der er vist på billedet. Produktbeskrivelsen er generel, den nævner ikke nødvendigvis alle produktets egenskaber. Produktpriserne i e-butikken kan afvige fra priserne i supermarkeder og servicecentre. Varebalancen på lageret og i e-butikken kan variere, så i sådanne tilfælde kan leveringsbetingelserne afvige fra dem, der er angivet på tidspunktet for afgivelsen af ordren, og/eller vi kan muligvis ikke opfylde din ordre eller kun delvist opfylde den (i sådanne tilfælde informeres Køber med det samme).
Opdagede du en fejl? Giv os besked.
![]()
Solano Industries leverer produkter til teknisk vedligeholdelse, reparation og produktion af industri- og produktionsudstyr og hjælper virksomheder med at reducere nedetid, forbedre processernes ydeevne og øge produktionen.