









Cart
Your shopping cart is empty! Kontakt 104 - Wide application rutile electrode
Volume discounts
* Price may vary depending on order volume. For bulk orders, please request an individual quotation.
Request Price




* Price may vary depending on order volume. For bulk orders, please request an individual quotation.
Classification
AWS A5.1 : E 6013
Approvals
BV ; DNV
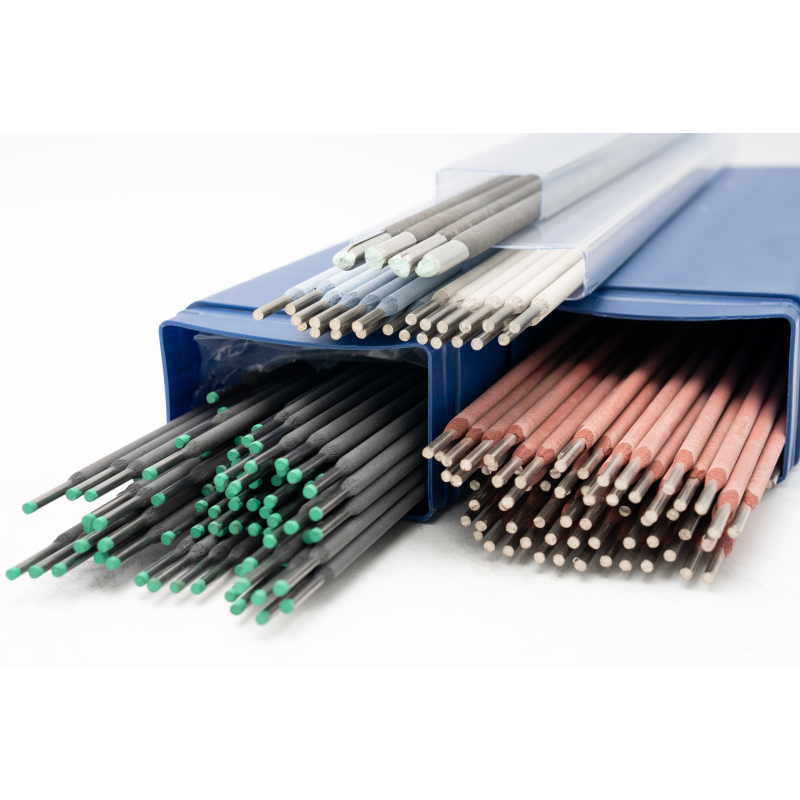
Properties and application
Rutile-coated general-purpose electrode, very suitable for welding structural steels in all positions. Stable arc, good fusion, low spatter, easy slag removal, excellent metal transfer.
Application: construction, shipbuilding, tank fabrication, automotive and equipment repair, etc.
Base materials
Common structural, pipe and shipbuilding steels
EN standards:
Shipbuilding steels
ASTM:
S 185 – S 355
Quality A and B
A285 grade C
L 210 – L 360
A414 grade C, D, E, F
Chemical composition (%)
| C | Mn | Si | P | S |
| 0.08 | 0.38 | 0.28 | 0.017 | 0.011 |
Mechanical properties
| Re (MPa) | Rm (MPa) | A5 (%) | KV (J) |
| 430 | 480 | 29 | 80 (0°C) |
Electrode / Welding current
| Ø x L (mm) | Current (A) |
| 2.0 x 300 | 35-65 |
| 2.6 x 350 | 45-100 |
| 3.2 x 350 | 60-130 |
| 4.0 x 400 | 105-170 |
| 5.0 x 400 | 150-220 |
Recommendations
If necessary, dry before use at 70–100°C for 30–60 minutes. Increased moisture absorption makes use more difficult and increases the risk of weld porosity.
Use appropriate welding current; excessive current increases spatter and reduces slag protection.


![]()
Solano Industries provides products for the technical maintenance, repair, and manufacturing of industrial and production equipment, helping companies reduce downtime, improve process performance, and increase production.